


联系我们1

当前位置:
融拓金属材料(阜阳市颍泉区分公司) >颍泉本地今日News
精密钢管_50Cr精密管不断创新
更新时间:2026-01-20 09:34:59 ip归属地:阜阳,天气:晴,温度:-3-8 浏览次数:38 公司名称: 融拓金属材料(阜阳市颍泉区分公司)
以下是:阜阳市颍泉区精密钢管_50Cr精密管不断创新的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 7/kg |
| 发货期限 | 3-5天 |
| 供货总量 | 8988896 |
| 运费说明 | 电议 |
| 产品材质 | 齐全 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 适用领域 | 机械 化工 建材 |
| 产地 | 山东 |
| 材质 | 45# |
| 品牌 | 融拓 |
| 范围 | 精密钢管_50Cr精密管供应范围覆盖安徽省、阜阳市、颍泉区、颍州区、颍东区、临泉县、太和县、阜南县、颍上县、界首市等区域。 |
以下是:阜阳市颍泉区精密钢管_50Cr精密管不断创新的图文视频





【融拓】为客户提供多样化产品,包括太和12CrMo无缝钢管、颍东20CrMo无缝钢管、颍州45#无缝钢管等,适配多元场景需求。精密钢管_50Cr精密管不断创新,融拓金属材料(阜阳市颍泉区分公司)为您提供精密钢管_50Cr精密管不断创新,联系人:张经理,电话:【13256608669】、【13256608669】。 安徽省,阜阳市,颍泉区 颍泉区,安徽省阜阳市下辖区,成立于1996年,位于阜阳市中心区域。北至东北与太和县、利辛县相连,南至东南与颍州区、颍东区两区交界,西至西北与界首市、太和县接壤,是阜阳市3个市辖区之一。根据第七次人口普查数据,截至2020年11月1日零时,颍泉区常住人口为598004人。
我们的精密钢管_50Cr精密管不断创新视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:阜阳颍泉精密钢管_50Cr精密管不断创新的图文介绍
持续完善,不断创新,喜有沃不锈钢将继续发展 高压锅炉管产品和服务优势,提高企业市场竞争力,增强客户对企业和产品的信心.实现让中国的 高压锅炉管名扬世界的目标.


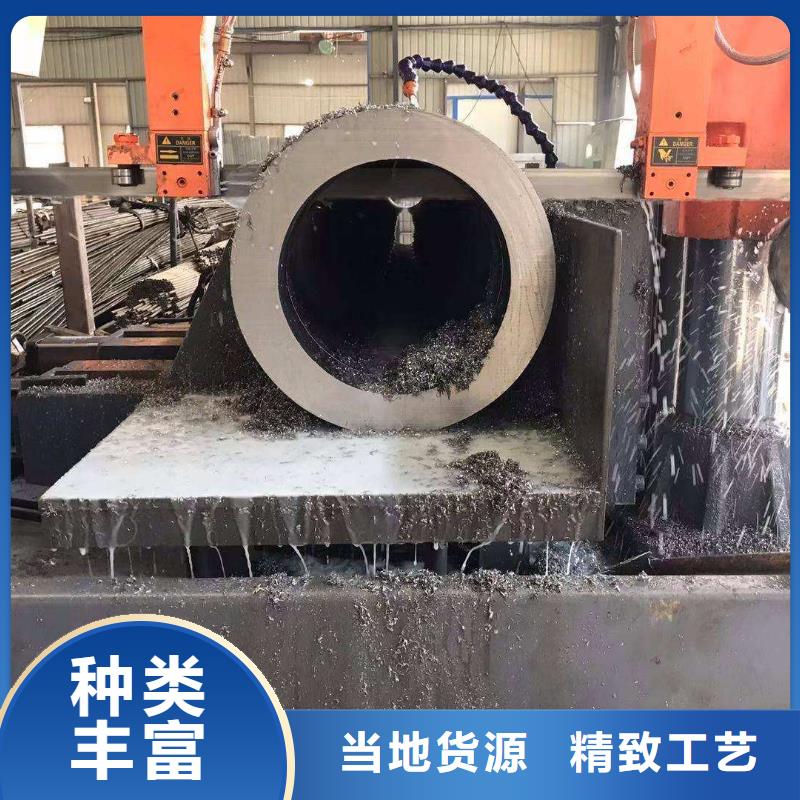
一般的精轧管的生产工艺可以分为冷拔与热轧两种,冷轧精轧管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧精轧管要短于热轧精轧管,冷轧精轧管的壁厚一般比热轧精轧管要小,但是表面看起来比厚壁精轧管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧精轧管的交货状态一般是热轧状态经过热处理后进行交货。热轧精轧管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。
热轧精轧管的交货状态一般是热轧状态经过热处理后进行交货。热轧精轧管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。



精轧管是拥有着众多的钢管的为基本的特性,它是精轧管中的一种比较重要的特征,它的长度是不一样的,对于精轧管而言更多的是要保证它的长度的基本的不变,长度要根据您的需求进行自由去掌握,但是有一点是可以肯定的是一定要保证基本的使用要够用,还要进行各种各样的常见的基本的用法。精轧管的长度一般是在10到15米的,特殊情况下是另有用处的。对于精轧管的长度和尺寸而言也是有误差的,这个误差也是有标准的。
凡是做钢材的话都是知道精轧管的,精轧管是钢管的一种精密度比较大的一种钢管类型,它的用途也是十分广泛的,尤其是精轧管的各种的性能以及各种的用途都是比较重要的一种精轧管的表现。精轧管在进行使用的话要明确精轧管的使用的性质和各个方面的用途,做到精轧管的合理使用。精轧管是钢管的一种特殊的情况,也是一种良好的钢材,可以说是精轧管的材质也是比较特殊的,使用量和市场前景都是比较大的。
凡是做钢材的话都是知道精轧管的,精轧管是钢管的一种精密度比较大的一种钢管类型,它的用途也是十分广泛的,尤其是精轧管的各种的性能以及各种的用途都是比较重要的一种精轧管的表现。精轧管在进行使用的话要明确精轧管的使用的性质和各个方面的用途,做到精轧管的合理使用。精轧管是钢管的一种特殊的情况,也是一种良好的钢材,可以说是精轧管的材质也是比较特殊的,使用量和市场前景都是比较大的。



精轧管技术包括连轧、精轧管、三辊轧管、CPE顶管、挤压管等。其中20#精轧管是20世纪90年代才发展起来的技术,因其英文名称为:Accuracy Rolling, 也简称为AR轧管。该技术工艺流 程短、操作灵活、钢种面宽,深受行业推崇。随着发展,该技术也出现的一定的问题。
孔型封闭性差:20#精轧管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#精轧管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。但问题是芯棒工作辊家常,芯棒循环线加长,设备投资增加。现在分析计算表明,芯棒限动速度提高至0.08-0.41m/s是比较适合实现的。大直径钢管的生产:目前,国内设计的20#精轧管机的 规格是φ273mm机型,在几乎未加任何设备改造的情况下,轧制荒管的规格达到φ360mm。而根据对斜轧技术的研究,包括对φ720mm的辊式扩管机的研究,20#精轧管机设计φ508mm或φ530mm机型完全可能。
孔型封闭性差:20#精轧管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#精轧管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。但问题是芯棒工作辊家常,芯棒循环线加长,设备投资增加。现在分析计算表明,芯棒限动速度提高至0.08-0.41m/s是比较适合实现的。大直径钢管的生产:目前,国内设计的20#精轧管机的 规格是φ273mm机型,在几乎未加任何设备改造的情况下,轧制荒管的规格达到φ360mm。而根据对斜轧技术的研究,包括对φ720mm的辊式扩管机的研究,20#精轧管机设计φ508mm或φ530mm机型完全可能。



由于拉伸试验不便于测试,并且由硬度换算到强度很方便,因此人们越来越多地只测试材料硬度而较少测试其强度。特别是由于硬度计制造技术的不断进步和推陈出新,一些原来无法直接测试硬度的材料,如精密无缝钢管、不锈钢板和不锈钢带等,现在都已经可能直接测试硬度了。所以,存在一个硬度试验逐渐代替拉伸试验的趋势。
在不锈钢材料的 标准中大多数都同时规定了拉伸试验和硬度试验。对于那些不便于进行硬度试验的材料,例如精密无缝钢管就只规定了拉伸试验。在不锈钢标准中,一般都规定了布、洛、维三种硬度试验方法,测定HB、HRB(或HRC)和HV硬度值,规定三种硬度值只测其一即可。特别是本公司 研制的便携式表面洛氏硬度计、管材洛氏硬度计,可以对薄至0.05mm的不锈钢板、不锈钢带以及细至¢4.8mm的精密无缝钢管进行快速、准确的硬度检测,使得过去在国内难以解决的问题迎刃而解。
精密钢管_50Cr精密管不断创新,融拓金属材料(阜阳市颍泉区分公司)专业从事精密钢管_50Cr精密管不断创新,联系人:张经理,电话:【13256608669】、【13256608669】,以下是精密钢管_50Cr精密管不断创新的详细页面。